- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Kodu > Tooted > Keevitatud terastoru > Sirge õmblusega keevitatud terastoru > Pikisuunaline keevitatud toru


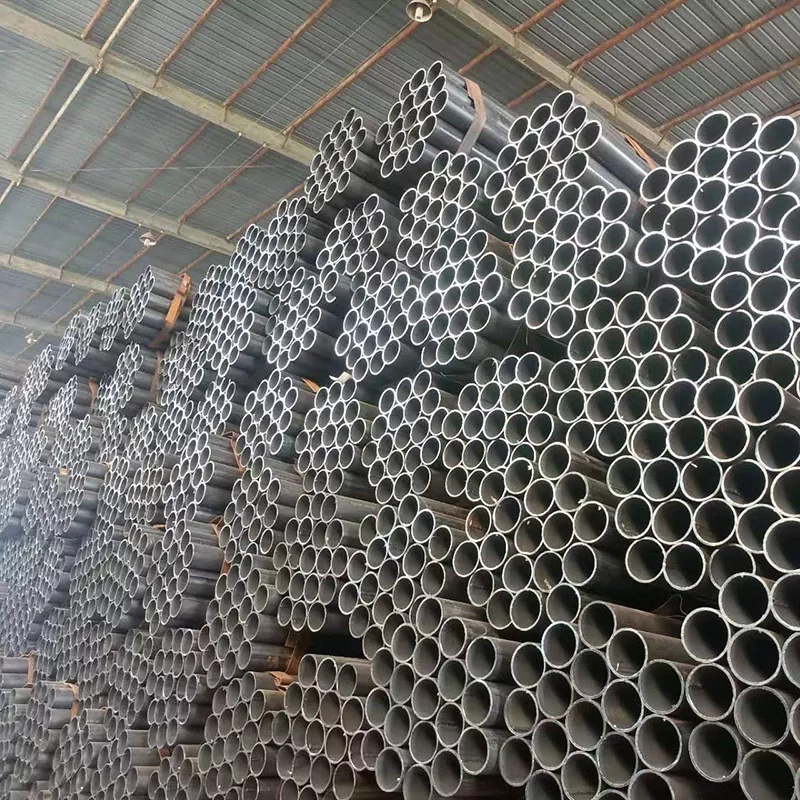


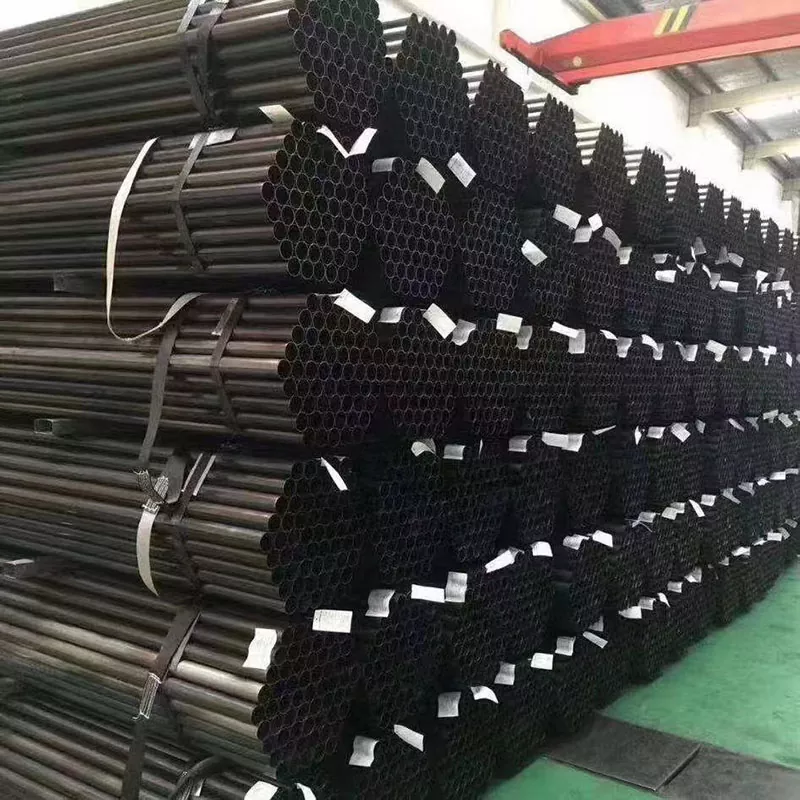
Pikisuunaline keevitatud toru
Xinlida tootja toodetud pikisuunaline keevitatud toru on terasplaat või terasriba, mis on valtsitud ja keevitatud sirgjooneliseks keevitustehnoloogia abil (nt kõrgsageduskeevitus või sukelkaarkeevitus), et moodustada torukujuline struktuur. Võrreldes õmblusteta terastoruga on sirge õmblusega terastoru tootmisprotsess lihtne ja selle maksumus on pisut madalam kui õmblusteta terastoru tugevus.
Saada päring
Tootekirjeldus
Pikisuunalise keevitatud toru tootmisprotsess järgib põhiprotsessi "tooraine eeltöötlus-vormimine-keevitamine-viimistlemine" ja iga samm keerleb täpsuse ja tugevuse kontrolli ümber. Meetod hõlmab järgmisi etappe: esiteks tooraine ettevalmistamine, kuumvaltsitud terasriba või spiraalplaadi valimine alusmaterjaliks, terasriba läbimõõtmine ja torude läbimõõtude tasandamine, terasriba lõikamine ja toru läbimõõduga nivelleerimine. roostetõrje, et eemaldada pinnalt oksiidikihid ja lisandid, et vältida keevitamise kvaliteedi halvenemist; ja seejärel vormimisfaasi, kus terasriba painutatakse järk-järgult avatud ümmarguse toru toorikuks (või ruudu- või ristkülikukujuliseks torutoorikuks) läbi pideva valtsvormimismasina, et tagada toru tooriku servade joondamine ja kumerus ühtlane, ning panna alus järgnevaks keevitamiseks.

Pärast vormimist siseneb toru toorik kohe keevituslülisse ja põhivool kasutab kõrgsageduslikku induktsioonkeevitust või kaarkeevitust: kõrgsageduskeevitus kasutab elektromagnetilist induktsiooni, et soojendada toru tooriku serv kiiresti sula olekusse, ja seejärel keevitamine lõpetatakse, vajutades ekstrusioonkeevismetalli tugevust ja tugevus on ekstrusiooniga mitteväärismetalli tugevus; kaarkeevitus sobib paksuseinalistele torudele ja ühendamine toimub sulavanni täitmisel elektroodi või keevitustraadiga. Pärast keevitamist tuleb läbi viia keevisõmbluse kontroll (nt ultraheli- ja röntgenülevaatus), et kõrvaldada sellised defektid nagu poorid ja praod, kalibreerida toru läbimõõt mõõtmismasinaga, õige, sirge ja lõpliku otsa lõikamine masinaga. korrosioonivastane töötlemine (nagu galvaniseerimine ja värvimine), et lõpuks moodustada kvalifitseeritud sirge keevitatud torutooted.


Kuumad sildid: Hiina pikisuunaline keevitatud toru
Seotud kategooria
Saada päring
Palun esitage oma päring allolevas vormis. Vastame teile 24 tunni jooksul.





